もちろん喜んで対応させていただきます。1個~お受けいたします。
焼き付け塗装では金属全般(アルミ、亜鉛、鉄、ステンレス、真鍮など)
ウレタン塗装では(ABS、PC、PP、ナイロン、PEなど)
様々な素材に実績がありますので一度問い合わせ下さい。
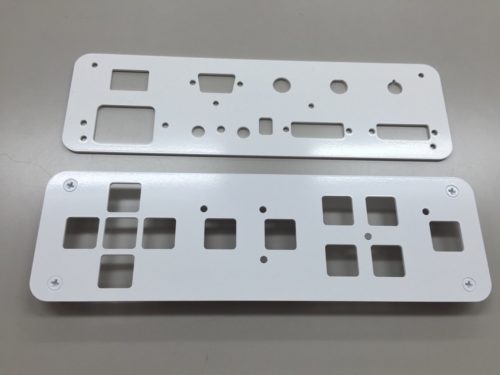
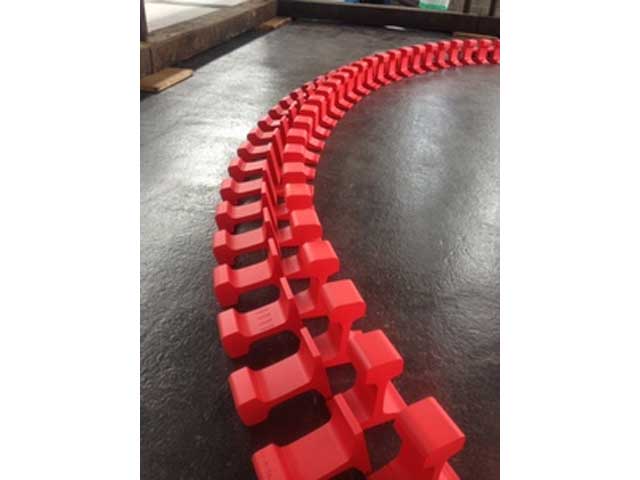
弊社では手の平サイズが得意ですが、10mm~500mm程度の物まで塗装が可能です。
500mm以上の物も対応は可能ですが量産には弊社ラインでは不向きかと思います。
メールか電話にて問い合わせを頂けましたらノウハウ以外であれば相談可能です。
見積もり時に基本納期を記載いたします。
通常1週間~2週間がほとんどです。
弊社では三価クロム酸処理、リン酸鉄処理、アルカリ脱脂、シンナー洗いができます。
協力会社にてブラスト、リン酸亜鉛処理も可能です。
対応可能です。見積りの際、RoHS対応と記載があれば対応いたします。
基本的に現在はほとんどの塗料がRoHS対応品になっていますのでご安心ください。
各メーカー色々ありますが、弊社で良く使用する塗料は、アクリル塗料、メラミン塗料、エポキシ塗料、
ウレタン塗料を良く使います。導電塗料や耐熱塗料、抗菌塗料といった機能性塗料も使用可能です。
細かなマスキングでも対応は可能です。(治具やシール作成に初期費用がかかる事があります。)
申し訳ありません。弊社では同業者からの仕事の依頼は基本お受けできません。
はい、見ていただけます。営業担当へのアポが必要になります。
素材・形状・大きさ・数量・色・工程によって変わりますのでお気軽にお問合せより見積もり依頼してください。
はい可能です。但し、アルマイトの工程で封孔処理がされている場合非常に密着が悪くなります。封孔処理なしをおすすめ致します。
おすすめしません。メラミン塗料は耐候性、紫外線に弱い為数か月で白濁して劣化し剥離の原因となります。アクリル焼付塗装をおすすめします。
はい可能です。弊社はボンデ鋼鈑にはリン酸亜鉛処理はしていません。リン酸鉄処理かシンナー脱脂のみでプライマー後上塗りをする工程で作業いたします。
環境、使用塗料、工程でも変わりますが、基本4年から塗料、工程によっては車みたいに10年以上ある程度の状態を維持できます。20年ってのもあるらしいです
環境、使用塗料、工程でもヵわりますが、一般的に4年から7年と言われています。環境によってはそれ以下もあり得ます。
素材と塗料の相性 下処理 焼すぎ(オーバーベイク)など様々な原因が考えられます。一度相談してください。